樣品齒輪由標(biāo)準(zhǔn)結(jié)構(gòu)鋼18CrNiMo7制成,經(jīng)過(guò)機(jī)械處理后,再使用三種常用的熱處理方法對(duì)此類零件進(jìn)行進(jìn)一步加工:滲碳(C)、氮化(N)和碳氮共滲(NC)。熱處理后,齒輪進(jìn)行噴丸處理。我們選擇了冷噴丸和“熱”噴丸工藝,后者在高溫下進(jìn)行。“熱”噴丸處理的目的是盡可能地封閉表面上的微裂紋,并在盡可能深的表面獲得更好的齒輪微硬度。試驗(yàn)過(guò)程中選用了兩種彈丸:S110和S330。基礎(chǔ)噴丸處理后,某些樣品使用更細(xì)的彈丸Z150陶瓷珠進(jìn)行再噴丸處理。加工完成后,對(duì)齒輪進(jìn)行金相分析,以測(cè)量?jī)煞N不同荷載水平下齒輪的顯微硬度及其永久動(dòng)態(tài)強(qiáng)度。
一、噴丸工藝
選擇以下彈丸進(jìn)行噴丸處理:鋼丸S110、鋼丸S330和陶瓷丸Z150。后者用于再噴丸。通過(guò)調(diào)整噴嘴相對(duì)于齒輪的角度,我們獲得了齒根和齒頂?shù)募哑胶鈴?qiáng)度。在180℃下對(duì)滲碳齒輪及在320℃下對(duì)氮化齒輪同時(shí)進(jìn)行了高溫(HT)下的噴丸處理。然而,碳氮共滲齒輪沒有在高溫下加工,因?yàn)檫@會(huì)抵消之前熱處理的作用。
二、噴丸強(qiáng)度
我們決定針對(duì)不同的彈丸選擇不同的噴丸強(qiáng)度,并盡努力調(diào)整齒輪的齒根和齒面強(qiáng)度。冷噴丸和熱噴丸工藝的強(qiáng)度結(jié)果是相同的。下表顯示了齒輪各部分在不同彈丸處理后的強(qiáng)度值。
不同彈丸下的噴丸強(qiáng)度
彈丸 | S110 | S230 | Z150 |
齒輪零件 | 齒面 | 齒根 | 齒面 | 齒根 | 齒面 | 齒根 |
強(qiáng)度 | 007A | 007A | 017A | 014A | 011N | 011N |
三、測(cè)試和測(cè)量
動(dòng)態(tài)強(qiáng)度測(cè)試是在一臺(tái)專用機(jī)器上進(jìn)行的,其中對(duì)齒面施加兩種不同的交變荷載。荷載頻率為15 Hz,力各不相同:第一轉(zhuǎn)34 kN,第二轉(zhuǎn)40 kN。

測(cè)試期間齒輪夾持方式及荷載
噴丸處理后,對(duì)每個(gè)熱處理和噴丸處理方法組合進(jìn)行齒面顯微硬度測(cè)量。這有助于確定噴丸處理對(duì)齒面表面深度的影響以及“熱”噴丸處理的影響。還確定了使用更細(xì)的彈丸再噴丸的效果。
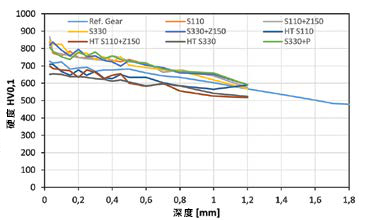
滲碳齒輪隨深度變化的硬度分布
(HT–熱噴丸)
結(jié)果表明,傳統(tǒng)噴丸處理可使材料硬度相對(duì)于參考齒輪增加約80–100 HV。這種差異隨著與表面距離的增加而減小。從材料表面測(cè)量,作用深度為1–1.2 mm。另一方面,“熱”噴丸處理導(dǎo)致硬度降低約50 HV。
對(duì)于碳氮共滲齒輪,噴丸處理可使材料硬度增加約100 HV,并且隨著與齒面距離的增加,這種影響減小。該工藝的效果滲透到材料中約0.3 mm深。
對(duì)于氮化齒輪,檢測(cè)到相同的硬度增加模式。噴丸處理的效果僅滲透到齒輪齒面中 0.25 毫米深處。
四、動(dòng)態(tài)齒根強(qiáng)度試驗(yàn)
4.1 滲碳齒輪
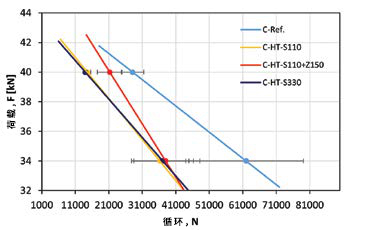
冷噴丸工藝對(duì)滲碳齒輪動(dòng)態(tài)齒根強(qiáng)度的影響如下圖所示。

冷噴丸處理對(duì)滲碳齒輪動(dòng)態(tài)齒根強(qiáng)度的影響
如圖中所示,除S110+Z150組合外的所有噴丸方法都會(huì)導(dǎo)致滲碳齒輪的動(dòng)態(tài)齒根強(qiáng)度降低10–50%。在S110+Z150噴丸處理的情況下,與用作參考的滲碳齒輪相比,較高荷載水平下的齒根強(qiáng)度降低,但另一方面,這種處理表明在較低荷載水平下的抵抗力顯著提高,其中齒面可以承受 >300,000 次荷載載循環(huán)而不會(huì)斷裂。
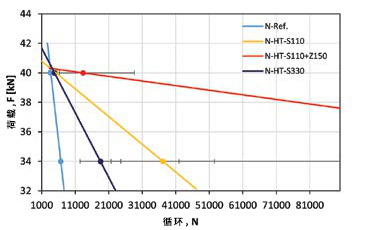
在“熱”噴丸處理的情況下,所有三種操作都會(huì)導(dǎo)致滲碳齒輪的動(dòng)態(tài)齒根強(qiáng)度降低30–50%(下圖),使用鋼珠和陶瓷珠(HT-S110+Z150)的組合進(jìn)行“熱”噴丸處理,再次成為接近參考滲碳齒輪的方法。
熱噴丸對(duì)滲碳齒輪動(dòng)態(tài)齒根強(qiáng)度的影響
4.2 碳氮共滲齒輪
對(duì)于碳氮共滲齒輪,使用S330和S110+Z150進(jìn)行噴丸處理可提高齒根強(qiáng)度,尤其是使用鋼珠和陶瓷珠S110+Z150的組合。S110+Z150噴丸處理在兩種/應(yīng)力/荷載/水平下都能使動(dòng)態(tài)根部強(qiáng)度提高幾倍,而S330噴丸處理的動(dòng)態(tài)根部強(qiáng)度提高約30%(下圖)。
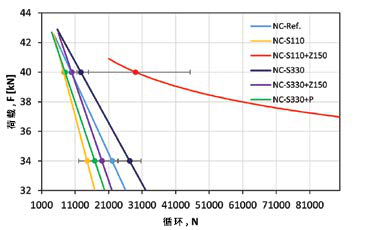
冷噴丸處理對(duì)碳氮共滲齒輪動(dòng)態(tài)齒根強(qiáng)度的影響
4.3 氮化齒輪
對(duì)于氮化齒輪,所有冷噴丸處理對(duì)動(dòng)態(tài)齒根強(qiáng)度都有積極影響。在使用鋼珠和陶瓷珠(S110+Z150和S330+Z150)組合的處理中觀察到的影響,其中后者的組合尤其顯著地提高了較低荷載下的動(dòng)態(tài)根部強(qiáng)度。“熱”噴丸處理也提高了氮化齒輪的動(dòng)態(tài)齒根強(qiáng)度,主要是在較低的荷載水平下。提高幅度從30-40%到超過(guò)五倍。使用鋼和陶瓷珠 HT-S110+Z150 的組合再次實(shí)現(xiàn)了顯著的提高。
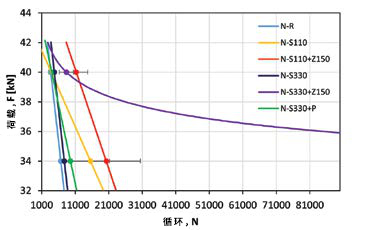
冷噴丸處理對(duì)氮化齒輪動(dòng)態(tài)齒根強(qiáng)度的影響
“熱”噴丸強(qiáng)化對(duì)氮化齒輪動(dòng)態(tài)齒根強(qiáng)度的影響
五、結(jié)論
● 噴丸處理增加了齒輪表層的硬度,這適用于所有三種熱處理方法。在經(jīng)過(guò) S330 和 S330+Z150 處理的齒輪中觀察到高硬度測(cè)量值,其次是 S110 和 S110+Z150。對(duì)于滲碳齒輪,“熱”噴丸降低了齒輪的表面硬度;然而,在氮化齒輪中,它確實(shí)增加了表面硬度,但程度低于冷噴丸處理。
● 齒輪動(dòng)態(tài)齒根強(qiáng)度的比較表明,在滲碳齒輪中觀察到的強(qiáng)度高,其次是碳氮共滲齒輪,而氮化齒輪的動(dòng)態(tài)強(qiáng)度僅為滲碳齒輪的十分之一。另一方面,對(duì)于滲碳齒輪,所有后續(xù)冷噴丸處理(S110+Z150除外)都會(huì)導(dǎo)致動(dòng)態(tài)齒根強(qiáng)度降低多達(dá)50%。然而,S110+Z150處理已被證明可以在較低荷載水平下提供顯著改善的齒根強(qiáng)度,特別是因?yàn)辇X面可以承受超過(guò)300000次荷載循環(huán)而不會(huì)斷裂。通過(guò)“熱”噴丸處理,動(dòng)態(tài)根部強(qiáng)度降低了兩倍。
● 對(duì)于碳氮共滲齒輪,S110+Z150和S330噴丸處理工藝提高了齒根強(qiáng)度,特別是在使用鋼珠和陶瓷珠的組合時(shí),已經(jīng)觀察到了幾倍的提高。其他噴丸操作對(duì)齒輪的動(dòng)態(tài)齒根強(qiáng)度有負(fù)面影響,其降低幅度高達(dá)35%。
● 相比之下,滲氮齒輪上的所有噴丸操作(冷噴丸和熱噴丸)都大大提高了齒輪的動(dòng)態(tài)齒根強(qiáng)度。同樣,鋼珠處理的影響大,其次是陶瓷珠S110+Z150和S330+Z150。
● 根據(jù)結(jié)果,可以得出結(jié)論,處理選擇是使用鋼和陶瓷珠(S110+Z150)的冷噴丸處理組合,無(wú)論采用何種熱化學(xué)處理,都可以提高齒輪的動(dòng)態(tài)齒根強(qiáng)度。另一方面,噴丸強(qiáng)化工藝對(duì)提高氮化齒輪齒根強(qiáng)度的影響大,而在滲碳和碳氮共滲齒輪的情況下,這種效果在很大程度上是負(fù)面的。這表明,熱處理或熱化學(xué)處理后的表面層越薄、越硬,噴丸處理過(guò)程取得的積極效果就越大。




