引 言
水噴強化和水噴丸強化的共同特征就是均使用了水流。但是,兩種工藝是有著明顯差異的。水噴強化需要對零件施加一個足夠高的直接壓力使得零件表面產(chǎn)生塑性變形。而水流噴丸是使用水流中夾帶的高速運動的丸料來沖擊零件的表面,進而使得零件表面產(chǎn)生塑性變形。圖1和圖2說明了兩種強化工藝的差異。
水噴強化的噴嘴中鑲有寶石,目的是保證足夠的抗磨損性能。對于水流噴丸工藝,比較重要的是要保證水流的連貫性,而不能出現(xiàn)水流分叉的現(xiàn)象。
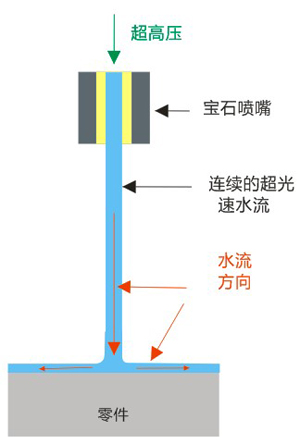
圖1.水噴強化的圖解
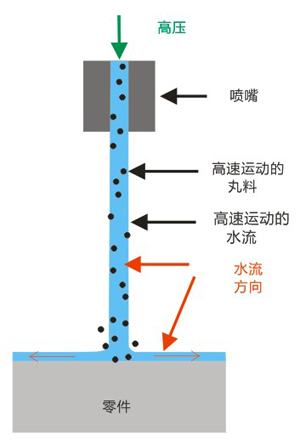
圖2. 水噴丸強化的圖解
對于水噴丸強化,丸料被加入到速度低許多(相較于水噴強化)的水流中。丸料被水流加速,進而沖擊零件表面,然后被彈回。
本篇文章將對上述兩種工藝分別進行介紹,使用相同的分析方法包括壓力、力以及功率等進行討論。
水噴強化
水噴強化的基本要求就是水流導入的壓力要高于零件的屈服壓力強度。當進入到噴嘴時,水流會被施以巨大的壓力。如果水流分叉,那么其速度將會下降。水作為一種液體是不可被壓縮的。這就意味著其與空氣流的特征是不同的。
水流速度
水流的速度V可以使用以下公式進行計算:
V=44.721*P0.5 (1)
當水流的速度V的單位為m/s時,那么施加在噴嘴中的壓力P的單位為MPa。
例如,如果所施加的壓力為500MPa,那么把其代入到公式(1)中,可以得到V=1000m/s。
當采用英制單位時,公式(1)變成:
V=377.56*P0.5 (2)
當水流的速度V的單位為ft/s時,那么施加在噴嘴中的壓力P的單位為kpsi。
公式(1)和公式(2)可以簡化為經(jīng)典的流體力學的公式,即:
v=0.98(2*P/ρ)0.5
其中ρ為水的密度,對于公式(1),ρ為1000kg/m3,P的單位為Pa。
通過公式(1)可以根據(jù)不同的已知壓力繪制成圖3。因為壓力涉及的范圍很大,所以選擇了對數(shù)坐標。水流的速度可以大致地分為低、高和超高三個等級。在水噴強化工藝中,水流的速度是超高的。
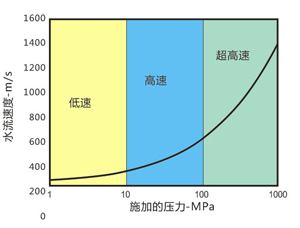
圖3 所施加的壓力對水流速度的影響
水流噴丸中的水流對零件所施加的壓力
在水噴強化中,水流在零件表面所施加的壓力PW是關鍵的參數(shù)。如果知道水的密度和水流在打擊時的速度,那么該壓力可以很容易地計算出來。下述公式在水噴強化中是非常重要的:
PW=ρW*vW2 (3)
其中PW是水流以90°的角度沖擊零件表面所施加的壓力,單位為Pa。ρW是水的密度,單位是kg/m3。vW是水流沖擊零件表面時的速度,單位為m/s。
總之,水噴強化過程中,水流的沖擊壓力是水的密度與水流速度平方的乘積。
水噴強化所依賴的是水流導入的壓力要高于零件的屈服壓縮強度。根據(jù)金屬加工的理論,材料的屈服壓縮強度是屈服拉伸強度的1.155倍。對于水噴強化,水的密度為1000 kg/m3。因此公式(3)可以簡化為:
PW=1000*vW2 (4)
在大氣氣壓下,空氣的密度為1.225 kg.m-3。這就意味著在同樣速度下,水流所施加的壓力是氣流的800倍左右。理解水流施加的壓力的關鍵就是其與水流速度的平方成正比。圖4為水流施加的壓力與速度之間的關系圖。材料的屈服強度也在圖中的縱坐標上給出了。
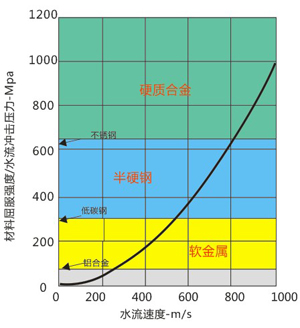
圖4. 水流的速度對沖擊壓力以及材料屈服強度的影響
水流的速度一定要達到相當高的水平才能產(chǎn)生足夠大的沖擊壓力來超過零件的屈服強度。在圖4中,金屬材料被大致分為三組,分別為硬質合金、半硬鋼和軟金屬。通常所噴的最軟的金屬是鋁合金,此時水噴強化所需的水流最小速度為300m/s。在軟金屬范圍的頂部對應的是半硬鋼,此時水噴強化所需的水流最小速度為800m/s。對于比不銹鋼更硬的金屬進行水噴強化時,所需要的水流速度需要更快。
在流體力學中比較有趣的一個結論就是,一個連續(xù)的水流的沖擊壓力大約是施加于噴嘴的壓力的兩倍。
如前文所述,水流在離開噴嘴后既不會分叉,也不會收斂。與空氣不同,水具有“表面張力”。表面張力可以使水(無論是水滴的形式還是水流的形式)努力保持以及最小化其表面積。因此,一束水流總是試圖保持其形狀。噴嘴的設計以及材料在保證水流不分叉方面起著非常重要的作用。試想一下,如果水流在打擊零件表面時的直徑變大成從噴嘴剛噴出時的兩倍,其打擊力會減少為不變大的狀態(tài)的四分之一(直徑變大兩倍,那么橫截面積會變大四倍)。
水流的功率
一束高速運動的水流具有非常大的功率。可以使用以下的公式進行表示:
JP=1/2ρ*v2*A (5)
其中JP是水流的功率,ρ是水的密度,v是水流的速度,A是水流離開噴嘴后的橫截面積。
例如,一束水流的運動速度為1000m/s,其橫截面積為10mm2,那么代入上述公式可得其功率為5000千瓦。
水流的能量
水流具有動能,表達式為1/2mv2,其中,m表示質量,v表示速度。在水流撞擊固體目標物之前,其能量可以容易地被估算。
例子:假設存在如圖5所示的情形。一個長度為10厘米的水流,其橫截面為0.1cm2,那么其體積可以精確地計算出為1立方厘米。水的密度為1g/cm3,所以該長度水流的質量為1g。如果該段水流的速度為1000m/s,那么其動能為1/2*1*1000000g.m2/s2或者500kg.m2/s2。已知1 kg.m2/s2=1J(焦耳),1卡路里=4.186J。那么500 kg.m2/s2=500J=120卡路里。
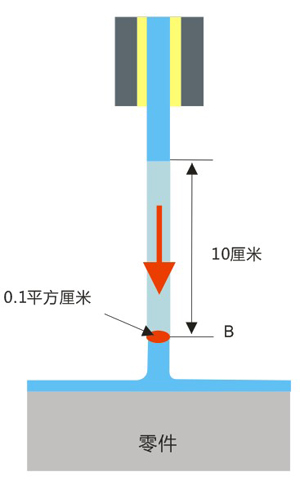
圖5. 假想的一束特定水流的尺寸
水流能量的轉化
當一束水流沖擊零件表面后,其能量的分布方式一定會出現(xiàn)變化。如圖1所示,當一束水流沖擊一個平板時,其向前的動能會完全地消失,水流的運動方向也會轉變90°。有一些能量會存在于橫向(平行于零件表面的方向)流動的水流中。如果假設水流的大部分動能轉化為熱能,那么與零件接觸的水流部分將會變得非常地熱,甚至于出現(xiàn)沸騰的狀態(tài)。文獻中已經(jīng)有一些報告指出,水流強化可以產(chǎn)生蒸汽云。
例子:假設在上述的示例中,沖擊前水流的溫度為10℃,總能量120卡路里中的10卡路里存在于橫向流動的水流中。如果把水從10℃加熱到沸點100℃,需要90卡路里。剩余的20卡路里將會消耗在產(chǎn)生蒸汽的過程中。
我們有理論依據(jù)認為水流的動能轉變成熱能是不一致的。最高的動量變化率將出現(xiàn)在水流的軸向方向。因此,可以認為在軸向方向,更多的動能會轉變成熱能。圖6為該能量轉化機理的示意圖。
水流中少量的能量將會消耗在噴走材料表面破碎的氧化物的過程中。
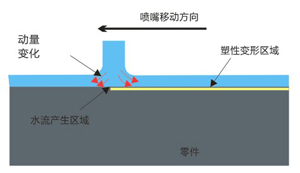
圖6. 在水噴強化過程中,能量轉化機理的示意圖
水噴丸強化
水噴丸強化的基本特征如圖2所示。從本質上講,高速運動的水流被用來把丸料加速到一個相當高的速度,進而使零件表面產(chǎn)生塑性變形。水的密度要比空氣大的多,因此可以很容易地對丸料產(chǎn)生加速的作用。
水流的速度
在第十期的文章中已經(jīng)介紹了計算計算丸流速度的相關理論和等式。水噴丸強化與空氣噴丸強化的唯一顯著不同點就是所使用的加速流體的密度不同。水的密度為1000kgs/m3,比空氣的密度要高得多。在10個大氣壓下,空氣的密度也才為12kgs/m3。
水噴丸強化中丸料的速度VS取決于以下幾個因素:
(1)水流的速度,VJ;
(2)阻力系數(shù)CD是一個無量綱量,對于球形的物體其值為0.5;
(3)丸料的橫截面積,A;
(4)水的密度,ρW;
(5)丸料的密度,ρS;
(6)丸料被加速的距離,s;
(7)水流和丸流的相對速度(VJ- VS)。
如前所述,計算丸料速度的公式在前期文章中已經(jīng)進行了相關介紹,本期不再贅述。表1為采用Excel表格進行的相關計算結果。這該示例中,假設水流的壓力為12MPa,用來對鋼丸進行加速,加速距離為100mm。水流的速度可以使用本片文章的等式(1)進行估算。“促進效率”是丸料速度與水流速度的比值,單位為百分比。在本例中,丸料的速度為水流速度的90%。
表1.采用Excel表格估算由液體作為載體的丸料速度
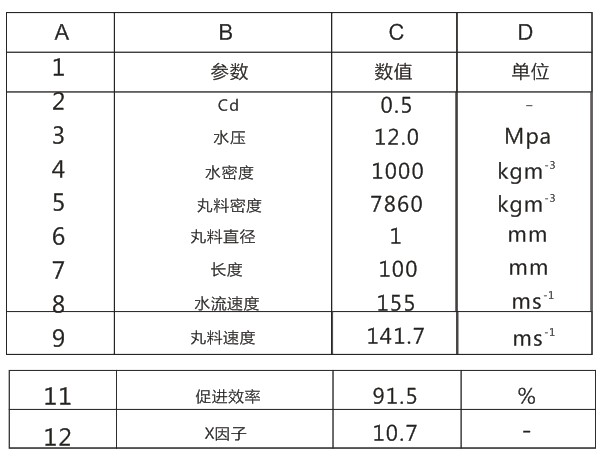
在表1中使用到了術語“X因子”。該因子的表達式為:
X=(1.5*B2*B3*B4*B7/(B5+B6))^0.5 (6)
X因子的重要性在于可以在丸料速度和水流速度中的比值VS/ VJ中體現(xiàn)出來:
VS/ VJ=X/(1+X) (7)
在上述例子中,X為10.7,那么VS/ VJ=10.7/11.7=0.915。采用百分數(shù)來表達就是91.5%,等于“促進效率”。需要指出的是,“X因子”越大,促進效率越高。促進效率與“X因子”之間的關系如圖7所示。

圖7的形狀特征為有理函數(shù)。
同樣噴丸強度曲線也具有相同的特征。該圖也說明了水噴丸強化和空氣噴丸強化的最主要的不同。在空氣噴丸中,X因子非常的小,因此其促進效率也非常小。噴嘴中的最大空氣速度也受到了聲速(大約340m/s)的限制。而水流的速度可以達到聲速的4.3倍或更高(大約1500m/s)。
水噴丸強化中丸料速度的變化性
在水噴丸強化中,促進效率幾乎是恒定的,高于90%。相反地,對于空氣噴丸的X因子是處在陡斜率中。因此可以得出一個結論,就是空氣噴丸中的丸料速度的變化性相比于水流噴丸要更大。如果水流噴丸的橫截面能夠保持不變的話,那么上述結論會更加明顯。
例如,如果水流的橫截面由于分散的問題增加了一倍,那么水流的速度將會減半,相應地,水流中所包含的丸料速度也會迅速減小。水流的速度減小,那么其加速丸料的能力也會變弱。而空氣加速丸料的效率與水流相比會更低,因此一旦丸料離開噴嘴之后,其受到空氣變化的影響會較小。
討論
本篇文章是對前期關于噴丸和拋丸的丸料加速機理的補充。通過Excel表格的幫助,我們可以定量地分析相關的因素比如壓力、功率要求、速率促進效率和丸料特征。例如,可以很容易地顯示出在空氣噴丸中,大直徑的丸料不易獲得高速度。相反,對于大直徑的丸料,采用水噴丸強化就可以很容易地獲得很高的速度。功率和能量的要求是我們比較關心的,特別是對于水噴強化而言。
不含丸料的水噴強化需要超高的水流速度使得零件表面發(fā)生塑性變形,進而產(chǎn)生殘余壓應力。由于水噴強化不包含丸料,因此強化后零件表面不會出現(xiàn)凹坑。零件材料的屈服強度越高,其表面越難發(fā)生塑性變形。
水噴丸強化的優(yōu)點在丸料可以獲得非常高的運動速度,于哪怕是尺寸非常大的丸料。這在噴丸成形工藝中的優(yōu)勢非常明顯。對于純水噴強化,水的循環(huán)是一個比較大的問題。
本篇文章中的公式都是基于流體力學的,同時也采用一些簡單的假設,因此通過本篇文章的公式計算得出的結果不會是百分百準確的。但是,我們相信其準確性也是相當強的,足夠我們對不同的變量和不同的工藝進行定量分析。對于幾種不同的噴丸強化工藝。




